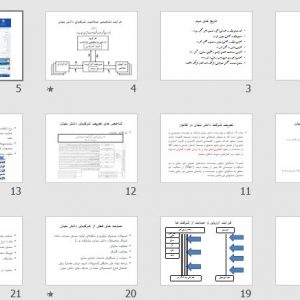
توضیحات
مقدمه
تاریخچه :
تعریف جوشکاری
جوشکاری فشاری
جوشکاری آهنگری
جوشکاری مقاومتی
جوشکاری ذوبی
قوس الکتریکی و چگونگی تشکیل آن
روشهای مختلف ایجاد قوس الکتریکی
جریان الکتریسیته مناسب در روش (SMAW)
شدت جریان در جوشکاری
محدوده شدت جریان جوشکاری باقوس الکتریکی :
اختلاف پتانسیل در جوشکاری
ولتاژ مدار باز و ولتاژ قوس الکتریکی :
محدوده ولتاژ در جوشکاری با قوس الکتریکی :
مقاومت الکتریکی قوس
قطب الکترود
محاسن جوشکاری با جریان متناوب
AC
معایب جریان متناوب AC
محاسن جریان مستقیم DC
معایب جوشکاری با جریان مستقیم DC
وزش قوس
راههای جلوگیری از وزش قوس و کاهش آن
انواع ترانسها
ترانس یک فاز :
ترانس دو فاز و سه فاز :
مزایا و معایب کار با ترانس ها
تجهیزات جوشکاری قوس دستی
چکش جوش :
برس سیمی :
سنگ فیبری :
انبر قفلی
کابلهای جوشکاری و اتصالات آنها :
الکترودها
انواع الکترود های جوش قوس دستی
روکشهای روتیلی (R ) :
الکترود های سلولزی (C) :
الکترود های با روپوش قلیایی (B ) :
الکترودهای ذوب نشدنی :
الکترودهای ذوب شدنی :
الکترودهای با روپوش شیمیایی
روش ساخت الکترود
اندازه های الکترود :
نقش فلاکسها (پوشش الکترود)
نقش الکتریکی پوشش
نقش فیزیکی پوشش :
جوشکاری در حالتهای مختلف :
ضخامت یا کلفتی پوشش :
نقش متالورژیکی پوشش الکترود :
حفاظت و ایمنی
ایمنی و حفاظت در جوشکاری با قوس الکتریکی
تشعشع پرتوهای مختلف :
پاشیدن جرقه از مذاب :
آتش سوزی :
شوک الکتریکی :
تولید دود و گاز :
آلودگیهای گازی
منو اکسید کربن (CO):
گاز کربنیک CO
اکسیدهای ازت (NO- NO2– N2O3) :
اوزنO3
بخارات فلزی و اکسیدهای فلزی
تصالات در جوشکاری
فاصله روت (ROOT )
پاشنه جوش یاLand
انواع پخ
اندازه پروفیل جوش
محاسن جوش نسبت به سایر اتصالات مکانیکی
جوشکاری با گاز اکسی – استیلن- حالت سطحی
هدایت حوضجه مذاب بدون مفتول
– نگهداری مشعل :
۲-حالت و حرکت مشعل :
اصول آماده سازی قطعات برای جوشکاری
انواع درزهای جوشکاری :
روش هدایت مشعل و مفتول
روش جوشکاری به سمت چپ (پیش دستی ) :
روش جوشکاری به سمت راست (پس دستی )
تجهیزات جوشکاری اکسی- استیلن
مشعلهای جوشکاری
مشعل انژکتوری (فشار ضعیف ) :
مشعل فشار مساوی (فشار قوی ) :
قدرت مشعلهای جوشکاری
مراقبت از مشعلهای جوشکاری :
بک های جوشکاری
مواظبت از سربک های جوشکاری :
رگولاتورهای فشار
نگهداری صحیح رگولاتورهای فشار :
رنگ مشخصه و اتصالات کپسولها
نحوه تشکیل شدن شعله (روشن کردن مشعل )
تنظیم شعله نوع خنثی :
کاربرد شعله های مختلف (آزمایش شعله ها ) :
شعله احیا کننده :
شعله اکسید کننده :
شعله خنثی :
ابزارها و وسایل دستی جوشکاری گازی
فندک جوشکاری (آتش زنه ) :
عینک جوشکاری :
لباس ایمنی جوشکاری گازی :
کشف الکترود روپوش دار به وسیله یک مخترع سوئدی به نام اسکار کیلیرگ در سال ۱۹۰۵ باعث ثبات قوس و بهبود کیفیت جوش شد .
پژوهشهای مختلف برای افزایش مرغوبیت و کیفیت این روش ادامه یافت و همچنان ادمه دارد . جوشکاری با قوس الکتریکی و الکترود روپوش دار در ردیف جوشکاریهای ذوبی است که امروزه به طور گسترده در صنایع مختلف به کار گرفته می شود . در زمان حاضر ، جوشکاری قوس دستی (SMAW) یکی از متداولترین روشهای جوشکاری است که به طور گسترده در صنایع فلزی ایران کاربرد دارد و به عنوان پدیده ای ارزشمند در امر تولید و تعمیر در کارخانه ها و کارگاههای مختلف صنعتی ایفای نقش می نماید . به دلیل وابستگی این فن به علوم و فنون و گستردگی دامنه علمی آن متخصصان و کارشناسان ورزیده همواره در حال پژوهش هستند و دستاورد های خود را به صورت استانداردهای جوشکاری انتشار می دهند .
در عملیات اجرائی نیز کاردانان با تجربه همکاری دارند و با تلاش و پشتوانه غنی علمی چرخهای عظیم و پیچیده صنعت را به طور اصولی و اقتصادی به حرکت در می آورند .
و…………..